We use these capped piston rod bearing seals extensively. Trelleborg call this type of seal a “stepseal”, although lots of people produce their own versions. Why do we like them? They offer extended life, cope with fluids with poor lubricity and allow you to easily swap the elastomeric O ring that fits under them to cope with a wide range of fluids and temperatures. A moulded seal rarely gives you this flexibility. Claron in Paignton or DMR would be the first ports of call. If we had to choose between this type of seal and a bearing U seal, which would we go for? If you are utterly sure that the unit will be running on oil and you class the gear as “rugged OEM”, a U seal might be the no nonsense option. Move to asking questions about odd fluids, needing low friction, water in oil emulsions and so on and you probably need to look to the stepped composite rod seal.
SERVICE INSTRUCTIONS
Description of piston rod bearing seals.
The MW series pumps and other units in our range incorporate a high-performance sealing arrangement. A moulded elastomeric double lip wiper prevents the ingress of dirt from the outside, whilst wiping the piston rod. The high pressure sealing element is a two-piece capped elastomeric seal. This offers low friction extended life even on fluids with poor lubricating properties. The cap material is either uhmwp or filled ptfe material, depending upon the pump type. The white uhmwp material offers exceptional resistance to wear and abrasion. The alternative black carbon or bronze filled ptfe material was used on earlier pumps and still on some applications. Great care must be taken not to damage this material during installation. There is a step in the inner plastic element, so the seal has a direction when installed. It is vital that this is orientated correctly. On some Micropac pumps, there is an additional PTFE wear strip in the bearing, together with an additional elastomeric element. The bearing is sealed into the pump body using an O ring in a SAE housing.
Experience has shown that when correctly installed in Micropac equipment, the seals will give extended life compared with O rings. Failure is generally due to damage caused by abrasion from the piston rod, where there has been damage to the rod surface during service. In such circumstances the rod will require to be replaced.
Installation
Inspect the old seal for even wear. Any localised abrasion may indicate rod damage.
Remove the Plastic cap and O ring, wiper, wear strip and auxiliary O ring seal. Do not damage the groove seal face whilst removing the seals. Check that the groove is not damaged. Clean the bearing. To replace the composite seal, the O ring should be folded and placed in the groove, taking care that it is not twisted.
Warm the Plastic ring in warm water for 5 minutes. The water temperature should not exceed 80 degrees C. Take care in handling the hot water. Follow whatever safety precautions are relevant during this operation. Remove the seal from the hot water without damaging the seal.
The seal should be folded (fig. 1) taking care that the fold is not sharp enough to damage the seal permanently. Lubricate seal prior to insertion into the bore.

Figure 1. Folding the seal into a kidney shape
When folded, the seal can be inserted into the bore using two fingers (fig 1). When released the seal will expand fully into the groove. Using fingers only, squeeze out any kink which may have formed during folding of the seal. Tools should not be used as this may damage the seal face. A finger can be inserted from either end of the bearing and the seal pushed back into its groove.
During composite seal installation, please ensure that the stepped edge faces the high-pressure side (fig 2).
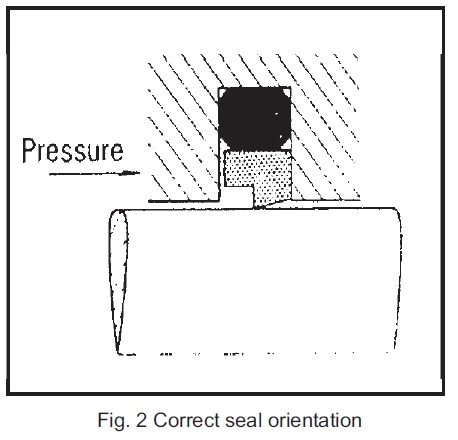
Once installed, the seal should be calibrated using either a calibration mandrel or the mating piston rod. The mandrel or piston rod should be inserted from the low-pressure side, i.e. the side opposite the step edge. Twisting of the rod or mandrel during insertion assists calibration. Lubricate the mandrel with silicone grease or equivalent.
FITTING TOOLS SHOULD BE NON- METALLIC. Consult factory if in doubt.
Fit the wiper and then the wear strip and auxiliary O ring, if fitted.
CHECK SEAL COMPATIBILITY WITH WORKING FLUID. Various seal compounds are available – please consult factory for advice.


Leave A Comment